|
|
|
|
|
|
|
Volver Menú Infonautic |
|
|
|
|
|
|
|
Construir un tanque
laminado en Epoxi (4)
|
|
Si necesitamos hacer un tanque
auxiliar o sustituir uno en mal estado, en este artículo descubrimos
todos los detalles para su realización en fibra de vidrio
con epoxi.
Cómo se hacen los laminados?
Cómo cerrarlos tras montar el interior? Cómo hacer los registros y
conexiones del depósito? Qué aforadores utilizar?.... y cómo
fijarlos en el barco.

Ya sabemos que la resina de epoxi no
huele lo mismo que el poliéster, pero aunque casi no la percibamos, se producen vapores orgánicos que irritan y
pueden ser peligrosos, especialmente en lugares poco ventilados. Por
ello debemos preparar el local de trabajo y montar una buena ventilación.
Cuándo laminemos bastantes metros
cuadrados de tejido, debemos utilizar máscara de protección contra vapores
orgánicos.
Si nos manchamos, aunque estemos
acostumbrados a utilizar
acetona, debemos en la medida de lo posible evitar el contacto con
la piel, pues ésta disuelve el epoxi, pero la acetona
puede hacer de vehículo o vector hacia el interior de la epidermis. Es mejor
utilizar productos de limpieza específicos no tan irritantes y
cuando nos manchemos de epoxi (lo cual es inevitable), lavar la piel con agua
templada y jabón, pues el epoxi se acaba diluyendo y limpiado de
esta sencilla manera.
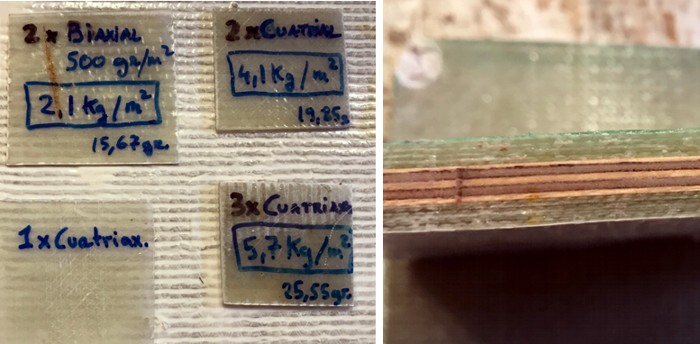
Tip: Antes de
empezar debemos fabricar unas muestras con el tejido y la resina en
distintos espesores, para hacer mediciones de dureza y peso. Con
ello determinados los espesores (pieles) que vamos a construir tanto
en el interior como en el exterior de los depósitos.
Y al lijar, (que lijaremos...), es del
todo obligatorio protegerse en las vías respiratorias y todo lo que
podamos, contra el nefasto polvo de fibra de vidrio que se
desprende durante el uso de cualquier lijadora.

Es muy importante disponer de
aspirador o varios aspiradores, conectados a las distintas maquinas
de lijado para minimizar la cantidad de polvo dañino volando por el
ambiente.
El uso de un traje de protección
integral como el utilizado por los pintores es del todo sensato, y aunque nos de pereza, debemos utilizarlo cada vez que vamos a
avanzar en la obra. De otra forma acabaremos con todo pringado de epoxi y lo que es peor con partículas minúsculas de fibra de vidrio
que acaban siendo extremadamente irritantes en nuestra piel.

A pesar de utilizar
doble guante, cuando desguazamos "in-situ" el viejo tanque de
hierro, las chispas llegaban a quemar la protección de doble
guante de nitrilo y tejido. Tuvimos
que utilizar otros guantes de cuero para no acabar con las manos quemadas
por las chispas debido al corte de la radial!

Manos a la obra y laminados
Antes de desmontar una de las dos
tapas laterales grandes para poder acceder cómodamente al interior y
por tanto, poder hacer los laminados internos que forman parte
estructural del depósito y aseguran la estanqueidad, hay que hacer
la laminación exterior para que el depósito conserve exactamente
esta forma, que cuidadosamente hemos probado en el barco
“in-situ”.

Tip: El tejido
cuatriaxial es grueso y cuesta empaparlo y eliminar el aire de su
interior. Debemos utilizar un epoxi de laminado d baja viscosidad y
controlar la temperatura del taller para que no sea demasiado alta y
dar tiempo a que la resina empape bien el tejido.
Si desmontamos una de las tapas
laterales antes de hacer la laminación exterior, perdemos la forma
al deformarse la estructura de maderas, por no estar armado más que
con pequeña tornillería sin ningún pegado o armado con fibra de
vidrio. Aprendimos de este primer error para los siguientes tanques
totalmente laminados por fuera y luego cortado una tapa lateral a
modo de mega registro, para dar acceso y poder realizar el laminado
interior.

Aunque los tanques son de tamaño
mediano, hemos querido construirles, en su mitad vertical, un mamparo
estructural interno, que mejore la rigidez mecánica del tanque y
evite, en alguna medida, el desplazamiento de líquidos en su
interior.

Los huecos del mamparo interior son, a pesar de todo
bastante generosos, con la intención de poder acceder con comodidad a
todos sus rincones a través del registro para posibles futuras
limpiezas o mantenimientos.

Una vez definida la forma del mamparo
interior (Conocido como “Bafle” en terminología anglosajona),
transcribimos la forma del cartón con un rotulador, sobre una madera
que hemos forrado con film fino de embalaje o film de cocina. Vamos
pintando la forma final que tendrá el mamparo y sobre dónde vamos a
laminar el tejido que conformará el mamparo.

Estos mamparos han sido construidos
enteramente en fibra de vidrio (sin sandwich de madera) de un
espesor de 6 milímetros, y formados a partir de tiras de tejido
cuatriaxial que una vez empapadas en epoxi y laminadas, ajustamos
sobre el film para que encajen con la forma predefinida. Al día
siguiente y gracias al film, el mamparo en “bruto” se despega solo y
cortamos y lijamos hasta que tenga la forma exacta para que encaje
en la mitad vertical del tanque (¡protección por favor!).


Tip: El royo de
tejido pelable es del todo fundamental para conseguir un buen
acabado en las esquinas y en las uniones de paños, además de dejar
el tejido listo para recibir una nueva capa de laminado, cuando esta
sea necesaria.
.
El mamparo
acabado es pegado con masilla de epoxi que hemos fabricado mezclando
resina con un polvo que aumente la viscosidad de la mezcla hasta
dejarla con la consistencia de una mantequilla (tixotrópico). Una
vez pegado, vienen varias tiras de fibra para reforzar el mamparo a
la estructura del depósito, laminando en todo su perímetro.

Tip:
Dos perfiles de acero
envueltos en "film" de cocina y muchas pinzas, son perfectos para
hacer un "sandwich" de tejido empapado y conseguir fabricar un
angular de fibra, con el que cerrar y laminar la tapas del deposito
tras su construcción interior.

La tapa que cierra el tanque, una vez
laminado también en su interior, está cortada en dos, de forma que
su mitad inferior puede ser laminada cómodamente con el tanque
abierto. Antes de cerrar la tapa superior, fabricamos una moldura o
perfil en “L” que pegamos y laminamos para conseguir una superficie
de pegado significativa, y de esta forma asegurar estructuralmente
el tanque incluso en esta última zona. Para crear este perfil de
fibra, utilizamos dos perfilerías metálicas protegidas con film de
plástico para asegurar el desmoldeado, entre las cuales hacemos un
“sandwich” de 3 capas de tejido cuadriaxial empapadas en epoxi.

Una
vez polimerizadas, cortamos los sobrantes y despegamos sin mucho
esfuerzo. El pegado se realiza con masilla de epoxi que dejamos
justo nivelada con el cierre de esta última capa. Además de laminar
el cierre, lo cierto es que a través del gran registro hemos podido
laminar la parte interior, por lo que posiblemente si fabricáramos
de nuevo, no gastaríamos tanto esfuerzo en esta partida de
cerramiento final del tanque, que laminaríamos desde dentro por el
hueco del registro.

Tip:
Fabricar un registro
de buen tamaño nos permite laminar el interior metiendo una mano con
rodillo y toda la cabeza con mascara de respiración, llegando a
todos los rincones del depósito. En un futuro nos permitiría
un buen acceso para limpiezas o mantenimientos...

Tip:
Lijadora de banda es
del todo fundamental para ir preparando las piezas y dar el acabado
final al deposito y pintamos en poliuretano bi-componente en su
exterior. Es completamente NECESARIO protegerse con dobles guantes,
mono integral y respirador de calidad, y por supuesto montar en el
taller un buen sistema de aspiración y renovación de aire.
|
Mejorar la fabricación
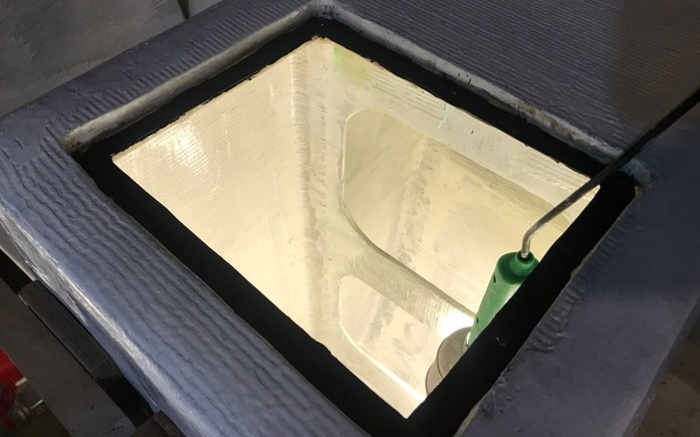
Como la experiencia es un grado y con
el trabajo se aprende y se mejora, el tercer tanque ha sido
construido mejor y más rápido. Una vez laminado todo al exterior con
dos capas de tejido cuatriaxial, hemos procedido a cortar la tapa
que hará las veces de hueco de registro y una única sección
rectangular de uno de los lados dejando un borde de unos 5
centímetros. Por este gran corte es por dónde vamos a proceder a
laminar con 3 capas de cuatriaxial (12 capas en total de tejido) el
interior del depósito.

El tamaño de la pieza nos ha permitido
laminar todo el interior de forma fácil sin necesidad de hacer dos
cortes (como en los 2 primeros tanques) y al recortar dejando un
borde perimetral, no es necesario la fabricación en fibra y pegado
de un perfil angular para el cierre final del depósito. Por tanto
mejor construcción y sobre todo menor esfuerzo y mayor rapidez.
En este tercer tanque también hemos
implementado una modificación, en la creación del marco del
registro, creándolo integrado de una sola pieza con el laminado de
la cara superior del depósito. Mejor, más sencillo y más sólido.

|

Tip:
Durante la fabricación
de los tanques tendremos que realizar distintas perforaciones de
diferentes diámetros y con varias fresas y cabezas atornilladoras.
NO TIENE sentido ir cambiando brocas y puntas. Es del todo
conveniente tener a mano varias máquinas, cada una con su función de
trabajo. Ahorramos esfuerzo, tiempo y molestias.
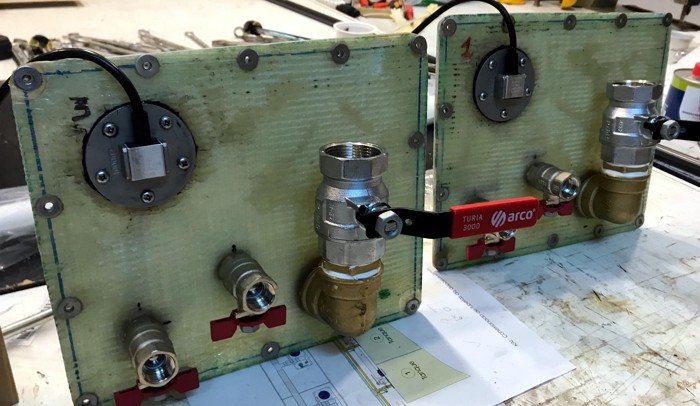
Registros y conexiones
De forma muy parecido hemos decidido
realizar el registro superior y su tapa, también de fibra, a la
que van atornillados todos los machones y piezas de fontanería que
soportan las válvulas de entrada y salida así como el aforador. La
solución no podría ser mejor contra la oxidación.

Estuve valorando
la fabricación del registro en Inox y otros materiales, y lo cierto
es que al final, en fibra ha resultado perfecto y nos hemos
ahorrado encargar el corte láser, soldadura TIG, además de otras
historias. La tapa del registro está fabricada con 5 capas de
cuatriaxial para conseguir un espesor de 8mm que ha resultado
perfectamente rígida y sólida para soportar los manguitos y
conexiones de valvulería.

En ella hemos instalado todos los
accesos del tanque, con una gran válvula de 1+1/4 de pulgada para
el llenado, una válvula de ½ pulgada para la ventilación y otra para
la salida del espadín de consumos que llega a 4 centímetros del
fondo del depósito. Hemos montado las dos válvulas de ½’’ en dos
planos verticales distintos para que la conexión de tubos no se
estorben entre sí durante la instalación y conexionado. En la tapa
también va atornillado el aforador equipado con boya. Este aforador
mide casi de un metro y por tanto los últimos 30 centímetros de cada
tanque quedan a modo de “reserva”.
El espadín a su vez tiene toda la
profundidad del tanque menos 4 centímetros que quedan como zona de
posible decantación por si el tanque recibe porquería en alguna
carga. Si en algún momento fuera necesario limpiar esa posible
decantación, en vez de llave de fondo de limpieza, preferimos
acceder a través de la llave de ventilación hasta el fondo mediante
una pipeta o en el peor de los casos podremos levantar el registro
para inspecciones o realizar limpiezas futuras.

Tanto el borde perimetral del
registro, como su tapa han sido fabricados laminando contra un
cristal protegido con film para que queden perfectamente planos y la
junta de goma de nitrilo del registro, selle a la perfección. Los
tornillos inox van encastrados y pegados con epoxi en el mismo marco
de fibra.

Ojo, no se debe perforar mucho la
profundidad del encastre pues al atornillar y apretar la tapa,
podemos llevarnos la tuerca por tracción, y perder la estanqueidad.
Cometimos este error que no volveremos a hacer en futuros trabajos.
La junta es recortada de una lámina de goma blanda en nitrilo de 1mm
de espesor, que hemos adquirido en un proveedor industrial de gomas.
Necesitaremos un "sacabocados", para hacer los agujeros en la goma,
por los que pasarán los tornillos de cerrado de la tapa de registro.
Finalmente para probar la
estanqueidad, llenamos el tanque con aire a presión (1,3 bares) y
cerramos las llaves esperando varios días. Al abrir las válvulas,
comprobamos como aún tenemos la presión de aire introducida,
indicando que el tanque ha quedado perfectamente estanco.
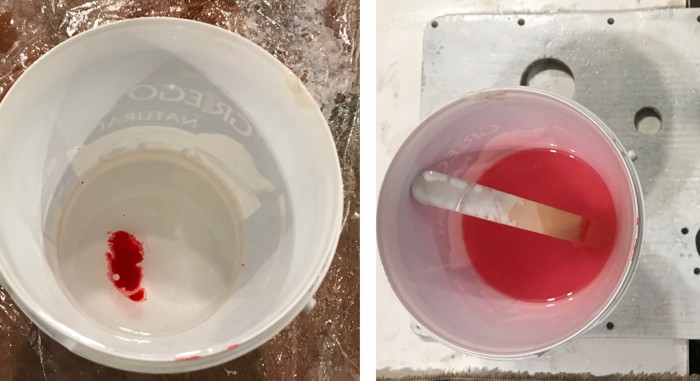
Tip: En
ocasiones es interesante tintar con un par de gotas de colorante
compatible con epoxi, la resina de laminado, y así evitar
"perdernos" en las zonas que han de ser impregnadas para una nueva
capa de laminación.
En dos de ellos tuvimos problemas en
la estanqueidad debido a la poca presión que ejercía la tapa contra
el marco, debido al traccionado de las turcas embutidas en la fibra.
Esto nos obligó a volver a laminar estas tuercas pero con una mejor
sujeción en el marco. La estanqueidad resultando es total y tras
varias semanas con el tanque bajo presión la perdida de presión
resultó nula. Un gran alivio...

Cableado de aforadores y sistema de
medición
Entendemos que no tiene sentido
instalar un reloj de nivel para cada tanque, puesto que son de
depósitos de almacenamiento, y por ello decidimos instalar un único
instrumento de medición, que sirve para medir el nivel de cualquiera
de ellos. Así montamos un pulsador eléctrico para cada tanque, de
tal forma que basta con pulsar cualquiera de estos botones, para
leer en el reloj, el nivel de combustible de ese tanque en
particular.
Pero todo esto así como la instalación
el barco y otros interesantes detalles y trucos forman parte de un
nuevo artículo en la construcción de un tanque en fibra y epoxi...
Artículos relacionados:
-
¿Cambiamos el
depósito? (1)
-
¿Cambiamos el
depósito? (2)
-
Construir un tanque
laminado en Epoxi (3)
-
Filtrado diesel y
Estaciones de Bombeo
-
Llenar el depósito de
gasolina; lo que ha de saber
-
Purgar el motor diesel
-
Los microbios se comen
mi gasoil
-
Aditivos en mi
combustible
-
El diesel siempre a
punto

|
© Copyright Fondear, S.L.
|
|