En artículos anteriores hemos
explicado porqué montar nuevos tanque o depósitos
complementarios, para mejorar la autonomía de nuestro barco. También
hablamos sobre la tipología de los tanques y topología de la instalación, y
cómo mejorarla para aumentar las prestaciones de nuestro sistema de
combustible.
En este artículo explicamos como
crear la forma final del depósito, para poder realizar el tanque exactamente
a la medida, y conseguir que encaje perfectamente en el barco. Por
supuesto toca describir cómo construirlo y conseguir total
estanqueidad, explicando todos los detalles, incluso la realización
del registro.
Pero el paso previo a todo este
proyecto, fue
retirar del barco el viejo depósito, labor de por sí complicada y
todo un desafío pues el peso del tanque de acero corroído era de 300 kilos, y
por sus dimensiones imposible de sacar del barco, a no ser que cortáramos la cubierta.
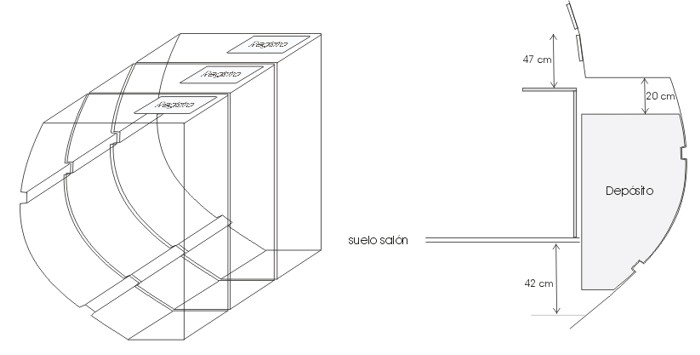
Diseñar la forma de los depósitos
La parte trasera de la ubicación de
nuestros tanques de diesel, tiene forma redondeada, al seguir el
arrufo del casco del velero, con refuerzos de varengas horizontales. Por si esto fuera poco complicado,
los mamparos entre los que van encajados los depósitos, de ninguna
manera son paralelos entre sí, y al ir este espacio dividirlo en 3 tanques
menores, necesitamos darles una ligera forma de cuña en sus caras
verticales, para que encajen como un guante durante el montaje.
Además queremos aprovechar los
refuerzos y varengas horizontales del casco, para que los tanques se
apoyen en ellas y distribuya el peso y el esfuerzo en ellas y en la
base del fondo, en donde hemos instalado y montado un nuevo soporte.
En definitiva, la forma de cada tanque
es diferente, única y definida a nuestras necesidades.
Por ello elegimos el método de fabricación en fibra laminada con epoxi.
Lo primero que hacemos es crear unos
patrones reales en forma y volumen, recortando planchas de cartón, para
hacernos una idea del tamaño, y comprobar que encajen perfectamente
en su ubicación de destino. Cinta de embalar, cuter, cartones y bastante
trabajo, ... y un par de jornadas de
trabajo, para tener listo la forma definitiva de los tanques.

Pieza a pieza vamos
formando el volumen del depósito en cartón.
El siguiente paso consiste en
transcribir estas formas, a unos depósitos de madera de contrachapado
marino de 6 mm de espesor. Para ello cortamos pieza a pieza las diferentes
caras, para ir formando el volumen de cada
tanque. Las piezas van poco a poco adoptando la forma REAL que queremos
que tenga el depósito. Una vez construido el tanque en
madera “simplemente” lo vamos a forrar de fibra de vidrio tanto por
fuera como por dentro, en una técnica conocida como "molde perdido".

Hemos utilizado tablero fenólico
marino de alta calidad de 6mm de espesor, para ir formando el
tanque, con la forma y tamaño real que tendrán, en el mismo barco.
Imposible modelarlos de otra manera. Las distintas piezas de madera
se cortan con caladora y se pegan con masilla de epoxi y atornillan
entre sí con pequeños tornillos.

A la izquierda el
depósito real en madera, va tomando forma a partir del patrón
realizado previamente en cartón. Otras dos jornadas de trabajo de
caladora y pegados.
Decidir espesores y resistencias
estructurales
¿Cuantas capas de fibra por dentro?
¿Sandwith con pieles interior y
exterior? ¿Qué tejido utilizar? ¿Qué espesor de fibra? ¿Poliester,
Vinylester, Epoxi? ¿Pintar en epoxi o poliuretano para el acabado?
¿Cómo realizar el diseño del registro? ¿Registro en Inox
o aluminio o Fibra?, Cómo montar aforadores? Cómo se fijarán al
barco? ...
Si se consideran otros proyectos de depósitos
fabricados en fibra, es válido diseñar una pared de 2 mm y otra
"piel" exterior de otros 2 mm, pues el núcleo de contrachapado marino, además de dar forma,
ayuda de forma notable a la rigidez mecánica del tanque. En nuestro
caso hemos pecado por exceso y hemos montado un (3+6+2) mm.
Pero antes de tomar la decisión final, fabriqué unos
escantillones realizadas en tejido cuatriaxial y otras pruebas en
biaxiales, para determinar su módulo de resistencia y el peso por
metro cuadrado, y así determinar aproximadamente el peso final de
los nuevos tanques. Todo ello en epoxi, con pesos desde los 2 kilos,
hasta unos 6 kilos por metro cuadrado en las pieles más gruesas.
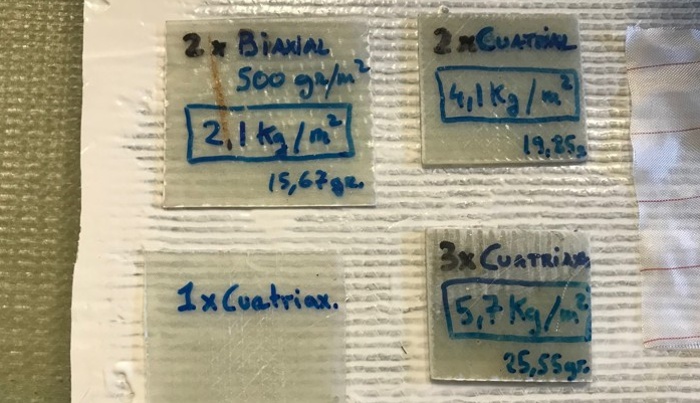
Fabricamos varias
muestras para evaluar y decidir las capas de tejido que formarán el
depósito. Con el peso de cada escantillón, podemos deducir el peso
por metro cuadrado y así aproximar el peso que tendrá finalmente
cada tanque.
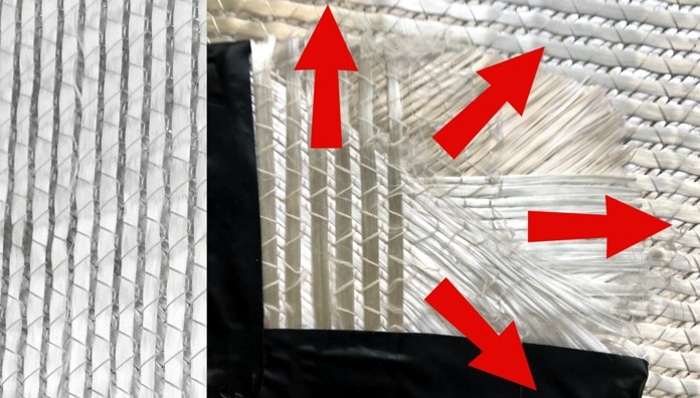
El tejido cuatriaxial
es muy cómodo, pues de una sola "tacada" estamos laminando 4 capas
de fibra de vidrio, cosidas entre sí, en los cuatro ejes
direccionales (0º-180º, 45º-225º, 90º-270º,
135º-275º ). Es un tejido pesado pero al montar 3
capas de este material en la piel interior, realmente habremos laminado 12 capas de
fibra de vidrio, creando una estructura de tanque muy resistente y
absolutamente estanca.
Al final preferimos darle 3 capas al
interior y dos al exterior, para ganar en rigidez y resistencia
estructural, aunque con ello salgan un poco más
pesados. Piel exterior de 2 capas de tejido en 4
ejes y revestimiento interior formado por 3 capas también de tejido cuatriaxial, con refuerzos en todos los bordes perimetrales del
depósito.
Posiblemente MUCHO más de lo necesario y empleado en otros
tanques de otros barcos, pero preferimos pecar en exceso,
aunque nos lleve más trabajo, que quedarnos con la duda de
si pudieran fallar en un futuro. El resultado ha sido algo más
grueso de lo inicialmente previsto, quedando un sandwich de 4 + 6 +
5 milímetros y un peso por depósito de algo más de 50 kilos, lo cual
es perfectamente manejable con ayuda de una persona y sobre todo...
entran y salen sin problema del barco por la puerta de acceso principal!
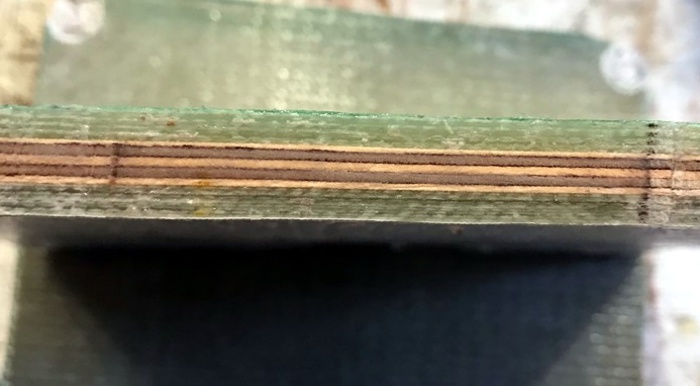
Corte del depósito
(aprovechando la realización del registro. 4 mm exterior +
contrachapado marino de alta densidad en abedul + piel interior de 5
milímetros. Todo laminado en tejidos cuatriaxiales.
Decidimos Epoxi a pesar del mayor precio, por ser una resina de muy
alta calidad y producir pocos olores durante la fabricación,
y ser totalmente inerte tras la polimerización, lo cuál permite el
diseño de tanques de agua dulce. El ratio de la mezcla es
siempre el mismo y no depende de la temperatura de trabajo. Además no
"apesta" toda la zona de trabajo, como si lo hace la resina de poliester.
Respecto al
precio, al final en el computo global de fabricación, la diferencia
es pequeña, máxime si en vez de comprar Epoxi de marca tipo West
Marine y otras de tiendas náuticas, buscamos un proveedor industrial que lo suministre
en garrafas de 25 kilos.
El tejido cuatriaxial además de ser
pesado, requiere un buen empapado de sus fibras durante la
laminación y por ello debemos utilizar un epoxi "lento"
especialmente si trabajamos en temperaturas de verano.
¿Es adecuado el epoxi para construir un
tanque de combustible?
Absolutamente. Para el diesel e
incluso para contener gasolinas más volátiles y por supuesto para
hacer tanques de agua o para tanques de aguas negras es también
perfecto. Antes de lanzarnos a la
aventura, previamente habíamos fabricamos un pequeño ejemplo de
contenedor de epoxi, en la que pusimos gasolina (mucho más volátil y
disolvente que el diesel) para probar que la resina permanecía sin
sufrir ninguna reacción o reblandecimiento.
Dos meses después dimos por aprobada
la prueba y cero problemas. El Epoxi elegido parece totalmente
inalterable frente a los combustibles. ¡Manos a la obra!

Detrás de la flecha
morada se encuentra el tanque de combustible viejo que tenemos que retirar del barco. Para acceder a él
debemos desmontar toda la esquina del salón y hacer hueco para
trabajar con comodidad.
Retirar los tanques viejos;
Un infierno
Un trabajo tedioso que dependerá naturalmente de
cada barco y del
tamaño del tanque. En nuestro caso, el trabajo fue simplemente…
TERRIBLE… O rompíamos la cubierta, o hacíamos un agujero al casco o
bien cortamos el tanque in situ en cachitos… Y esta fue la opción elegida.
Desguace desde el interior.
Lo primero es vaciar hasta la última
gota de combustible, lo cual ya tiene cierta "enjundia" por la
cantidad de garrafas necesarias. En segundo lugar, y no es tarea
menor, toca desmontar la zona de salón o del barco para acceder al
tanque de forma clara y contundente. Esto que es muy obvio en los barcos
de serie, en otros barcos lleva un buen trabajo y estudio previo,
como fue en nuestro caso. En tercer lugar toca hacer un registro o
cortar una sección del tanque para garantizar que no hay nada de
combustible y comenzar a sacar la porquería interior.

Una vez vaciado el
tanque, nos toca desmontar parte del salón para dejar el acceso
libre al tanque de combustible que vamos a trocear para sacar en
cachos de menos de 20 kilos.
Recordemos que vamos a desguazar
desde dentro y por tanto aunque se trate de gasoil que NO se
inflama con las chispas de la radial, más vale estar bien seguros.
El corte con radial genera mucho calor en la chapa, que debido a la
"cascada" de chispas es trasladado al casco de fibra, y por ello es
FUNDAMENTAL ir enfriando a medida que vamos cortando. Para ello
debemos tener a mano trapos empapados de agua y un spray para bajar
la temperatura si esta sube demasiado.

Comienza el troceado
del tanque con radial. Se puede apreciar el notable espesor de la
chapa de acero, incluso la utilizada en los mamparos interiores del
tanque. Un montón de metros de corte y chispas. Todos estos mamparos
interiores complican mucho la operación de desgüace.
Por supuesto, un trabajo de este tipo
genera chispas y polvo por doquier. Por ello decidimos montar una
cabina dentro del salón (en la zona donde está ubicado el tanque)
para confinar la zona de “chispas” y polvo. Improvisamos un
extractor de humos que genere una presión negativa dentro de la
cabina y así “casi” todo el polvo y humos generados salgan del
barco, sin invadir el resto del barco, camarotes y zonas del
velero. El montaje de la cabina fue laborioso, pero la verdad es que
resultó una buena idea, pues verdaderamente conseguimos confinar
la “zona cero” de la obra de desguace.

Fabricar la cabina
lleva unas cuantas horas de trabajo, pero evitaremos poner el salón hecho un
asco. En la pared de cartón del lateral izquierdo, vemos un tubo de extracción,
también fabricado en cartón que conduce a un extractor eléctrico, situado al
exterior y permite crear una presión negativa dentro de
la cámara de trabajo. De esta manera logramos una circulación de
aire desde el salón a la cabina de protección y desde la cabina
hacia el exterior, que arrastre todo la suciedad generada.
Se trata de un trabajo “indigno”, para
el que hay que protegerse con un mono de trabajo, dobles guantes,
respirador, cascos para los oídos y por supuesto gafas contra las
chispas. Preparado y protegido con tan peculiar disfraz de
astronauta, hay que armarse de valor y comenzar a cortar piezas a
diestro y siniestro. Labor de 3 jornadas, algo desagradables y
agotadoras, en las que fuimos recortando la chapa de acero dulce de 4 y
de 5 mm, impregnada de chapapote en sus caras interiores. Asqueroso,
si. Pero poco a poco, conseguimos retirar todo el tanque. En
total unos 300 kilos de herrumbre esperando en la cubierta su camino
al chatarrero.

Herramientas necesarias para fabricar
tanques nuevos
Vamos a cortar mucha fibra de vidrio
de bastante gramaje, al tratarse de tejido cuatri-axial, y aunque
unas tijeras de sastrería podrían valer, hubiéramos acabado con los
dedos agarrotados y las manos lastimadas. Es muy acertado hacerse
con unas tijeras eléctricas que podemos conseguir en AliExpress por
20 o 30 €. Me parecieron tan cómodas, funcionales y económicas que acabé
comprando otra de repuesto. Por supuesto nunca más, volveré
cortar fibra de vidrio a mano. Se trata de una de las herramientas
del todo imprescindibles para trabajar con tejidos tanto de vidrio,
como kevlar o carbono.

En cuanto a lijadoras, la de banda del
tipo mostrado en la imagen (Makita por supuesto) es otra herramienta
que debemos tener a mano, por su versatilidad. Siempre hay que
acabar lijando imperfecciones y con la fibra necesitamos una máquina
que muerda de verdad, sin levantar las nubes de polvo de fibra de
vidrio (muy perjudicial) que genera por ejemplo una radial equipada con disco multi-hojas. Se puede (y se debe) conectar a un aspirador de taller
(además del extractor), para minimizar el polvo de fibra generado.
SIEMPRE
obligarnos a llevar respirador al utilizarla las lijas (especialmente en un
espacio cerrados). También son útiles muy interesantes la
lijadora por vibración equipada con una base triangular y una
lijadora oscilo-orbital para regularizar superficies finales.

Los taladros de mano son fundamentales para
la fijación de los tornillos en el molde madera contrachapada, o
para la fabricación del registro del depósito o muchos otros
trabajos con brocas tornillos y fresas. Si
tiene varios mejor, pues así no tendremos que andar cambiando brocas y
puntas Phillips con cada tornillo trabajado.

Además del tejido cuatriaxial (muy
cómodo al laminar de golpe 4 capas de tejido) y la resina epoxi,
vamos a necesitar una pequeña balanza digital para hacer bien las
mezclas, y tejido pelable “Peelply”, que también considero
imprescindible para rematar los bordes y las esquinas de cada zonas
que vamos laminando. Y por supuesto acetona, líquidos de limpieza,
trapos (un montón), envases para hacer las mezclas y muchos guantes
de nitrilo para llevar las manos siempre protegidas.

El tejido pelable
(Peal-ply) es una tela de nylon que se aplica encima del laminado
con la resina recién aplicada y se retira sin problemas una vez
finalizada la polimerización. Es del todo fundamental para lograr
que el cuatriaxial se adapte a la forma del tanque, especialmente en
los ángulos y esquinas más forzadas.
Protégete; material de seguridad
No es lo mismo pegar una pequeña pieza
con epoxi, que mezclar 50 kilos de resina durante diferentes
jornadas de trabajo. Por ello es del TODO fundamental protegernos
debidamente, y para ello debemos llevar ropa que nos proteja del polvo
de fibra y de las manchas de resina que inevitablemente recibiremos.
Cuando laminemos piezas grandes y frotemos las manos contra los
paños de fibra empapados en epoxi, para extraer las burbujas de
aire, es muy probable (seguro) que los guantes de nitrilo se rasguen y por
ello en algunos trabajos vamos a trabajar con doble guante uno
encima del otro.

|
Tip 5: Doble
guante... Doble color

Al final he decidido utilizar siempre
DOBLE capa de guantes de nitrilo pero de DISTINTO color, para así,
detectar rápidamente, cuando la capa
exterior se ha estropeado y toca operación de cambio.
Como vamos a
consumir muchos guantes, lo mejor es comprar a buen precio en
Temu o Aliexpress varias cajas de 100 unidades y en distintos colores.
Con las manos bien protegidas
podremos coger los paños empapados en epoxi y colocarlos según
vaya tocando en las distintas zonas de laminados. Las manos
son la herramienta perfecta para apretar y extraer las
burbujas de aire que quedan entre las capas de tejido. Hemos
probado con el rodillo de arandelas, pero... Lo mejor es utilizar doble guante y trabajar sin miedo a pringarnos.
|
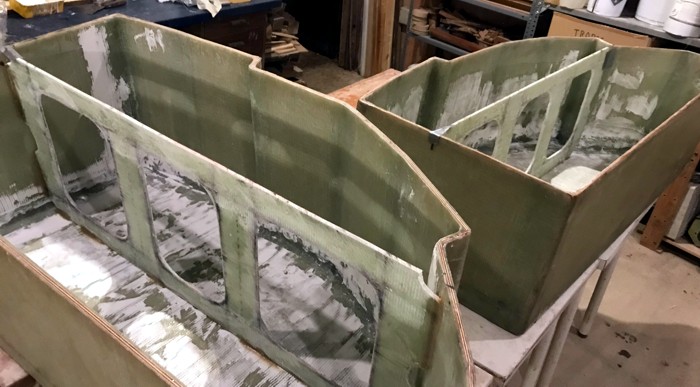
Los tanques en plena
faena de creación. El mamparo interior es estructural y además ayuda
a evitar el "oleaje" y movimiento de líquidos en su interior.
Apreciar como en las esquinas de unión del mamparo va recordado por
motivos estructurales y también para facilitar la libre circulación
del combustible dentro de ellos. El color blanco de debe, a unas
pruebas de pintura de epoxi blanca para acabados.
Artículos relacionados:
-
¿Cambiamos el
depósito? (1)
-
¿Cambiamos el
depósito? (2)
-
Construir un tanque
laminado en Epoxi (4)
-
Filtrado diesel y
Estaciones de Bombeo
-
Llenar el depósito de
gasolina; lo que ha de saber
-
Purgar el motor diesel
-
Los microbios se comen
mi gasoil
-
Aditivos en mi
combustible
-
El diesel siempre a
punto