El plexiglás abunda en cualquier barco y dependiendo del modelo y
astillero, podemos encontrarlo en el interior y en diversos
elementos de la cocina y el salón, en el exterior, como
es el caso del objeto que vamos a realizar a modo de ejemplo.

Colores, formas y espesores del plexiglás

El metacrilato es multiusos y bastante fácil de trabajar. Si es
grueso, es perfectamente válido para fabricar acristalamientos,
viseras, cierres de escotillas, cerramientos con puertas deslizantes,
entre otros elementos del acastillaje de la cubierta. En el interior
de los barcos lo encontraremos en piezas de cerraduras, cierres de
duchas en el cuarto de baño, en elementos de la cocina, para
fabricar objetos decorativos, en vasos y cuencos o para hacer organizadores en
botelleros entre otras muchas posibilidades.
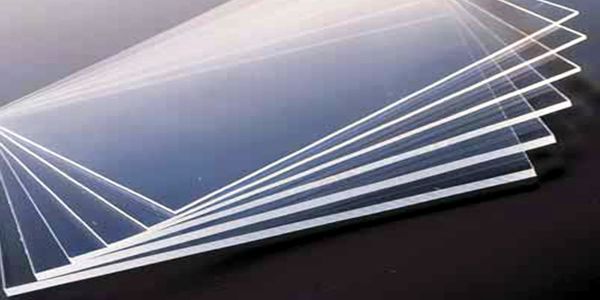
Aunque el color “preferido” del metacrilato es transparente como el mismo cristal, este puede adquirirse en láminas
de diferentes espesores, y colores
tintados o en colores sólidos, desde el negro al blanco pasando por
toda la gama cromática.
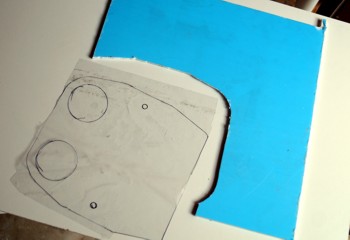
En el caso que nos ocupa hemos adquirido un
retal de metacrilato opaco blanco de 6 mm de espesor idéntico al
utilizado como materia prima por el astillero en la pieza original. Viene
recubierto de una película de plástico protector para evitar los rayajos durante su manipulación al crear la pieza.
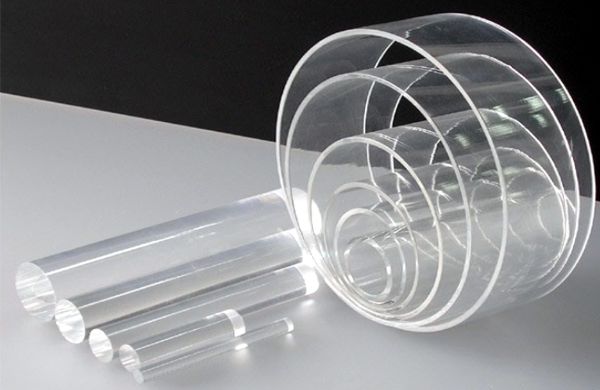
Generalmente encontramos planchas del material en diferentes
espesores, pero también se puede adquirir en barras macizas de
diferentes
diámetros o tubos de varios diámetros y espesores.
Existen igualmente piezas esféricas y cúpulas de varios tamaños con
las cuales poder hacer puestos de observación en cubierta para gozar
de una visón 360º quedando totalmente protegidos de las
inclemencias.
Cortarlo y mecanizarlo

Si somos cuidadosos y cortamos con “mimo” con la
caladora o sierra de dientes finos, podremos llegar a fabricar lo
que queramos en metacrilato. El material se mecaniza muy bien pero
debemos tener cuidado con las herramientas de corte, pues si son
bastas, podremos quebrarlo si ejercemos demasiada fuerza de impacto.
El metacrilato también permite ser cortado por láser y por ello es
posible encargar el corte según un complicado esquema diseñado por
ordenador en “Autocad” o cualquier otro programa informático, para
que una empresa especializada nos entregue el material cortado con
todo tipo de detalles y diseños de gran definición.
La magia del calor
Pero el “truco” más interesantes del Plexiglas es su capacidad de
ser deformado como si se tratara de una goma elástica cuando lo
calentamos por encima de 100º. Cuando se alcanza la llamada
“temperatura de ablandamiento”, el material no funde, mantiene su
forma pero transformado en algo muy parecido a una lamina de goma
elástica.
Como la temperatura es alta, pero tampoco abrasadora, ayudados por
su baja conductividad térmica, basta protegerse con guantes de cuero
para evitar quemarnos y poder manipular el material en caliente
durante algunos segundos.

La pistola de aire caliente es uno de nuestros mejores aliados para
calentar la zona en la que necesitemos realizar un plegado o
cualquier curvatura que deseamos dar al objeto. Es importante
“preparar” la pieza antes de proceder a aplicar calor, para que esta
flexe justo en donde deseamos. En las fotos que muestran el
momento del plegado, observamos como utilizamos un perfil de acero a
modo de mordaza y ejercemos presión con una madera en toda su
longitud, para que
el plegado se haga simultáneamente a lo largo de toda la longitud de
la línea de plegado.
Hemos utilizado dos perfiles de acero para sujetar el Plexiglas y
delimitar exactamente la línea por la que se va a doblar el objeto.
El plegado se realiza con un ángulo de unos 80º grados de tal forma
que sumados a los 10º de inclinación del soporte, la pieza quede
totalmente horizontal.
Si somos capaces de imaginar y diseñar una pieza en cartón, esta
misma puede ser realizada en Metacrilato sin excesivos esfuerzos.
Fabricar un posa vasos
Y a modo de
ejemplo, para duplicar esta pieza rota, lo primero que haremos es
“reconstruir” la pieza rota con un par de tiras de cinta aislante
para que se mantenga la forma y podamos sacar una plantilla que
utilizamos para recortar la plancha que hemos adquirido como retal
de Plexiglas. (tiempo invertido 15 min.)
Para ello utilizamos un lámina de plástico (PVC) transparente con la
que “envolvemos el objeto por su parte exterior. Con un rotulador
indeleble marcamos el contorno y los círculos que habremos de
perforar para su sujeción y para que haga las veces de sujeción de
vasos. (tiempo: 10 min.)
Una vez pasada la forma a la plancha de metacrilato, cortamos con
una sierra caladora que tenga una hoja de diente muy fino como el
utilizado para corte de metales. Hay que avanzar con tranquilidad
y sin forzar el corte y si es necesario pararemos de vez en
cuando para que la hoja no se recaliente, lo cual hará que el
material cortado se funda y vuelva a soldar el corte efectuado. No
pasa nada pues volveremos a pasar la caladora por estas zonas.
(tiempo: 15 min.)
Ahora utilizaremos una lija suave para alisar los bordes
efectuados por la caladora y que parezcan cortados al “laser”.
Utilizamos grano 200. (tiempo: 5 min.)
Toca el turno a los diversos agujeros que habremos de mecanizar para
atornillar la nueva pieza y troquelar los huecos de sujeción de los
vasos. En los agujeros pequeños lo mejor para buscar el centro es el
ojo que no engaña, aunque si desea utilizar un dibujo de
trigonometría para buscar su centro pues ideal, especialmente si el
círculo es ya más importante. Una buena alternativa es utilizar
algún disco de diámetro inferior que centramos fácilmente sobre el
circulo a cortar y que nos marcará el centro buscado. (tiempo: 5
min.)
Para perforar los agujeros de sujeción utilizamos brocas de metal a
velocidad alta y bien afiladas para evitar que salten esquirlas de
metacrilato y la perforación sea perfecta. Es buena idea comenzar
con una broca de 2 milímetros e ir aumentando de diámetro hasta
alcanzar el necesario. Para los grandes círculos lo mejor es
utilizar una corona de corte y manejarla con atención para que la
perforación sea totalmente circular. (tiempo: 20 min.)
Le toca el turno al plegado. Para ello vamos a preparar el taller
con un par de perfiles de acero que sujetamos con gatos y entallar
la pieza a doblar con otro perfil que "muerda" el metacrilato con
dos gatos por ambos extremos. En la lámina de plástico utilizada
como plantilla de corte habremos medido la distancia al borde por
donde tengamos que hacer el plegado. (tiempo: 15 min.)
El doblado se realiza por calentamiento lineal de la pieza aplicando
aire caliente en vaivén durante 2 ó 3 minutos. Solo aplicamos calor
a la zona lineal de plegado y cuando la temperatura de manipulación
sea correcta veremos como la lámina presenta la flexibilidad de una
lámina de goma. ¡Ojo! la flexáramos sin ninguna ayuda, simplemente
empujándola, el radio de
curvatura sería de varios centímetros afectando a todo el material
calentado. Como deseamos un radio de curvatura de a penas 1
centímetro el “truco” consiste en aplicar la fuerza de plegado a
través de una superficie rígida, en nuestro caso una plancha de
madera que apretamos mientras ejercemos la fuerza de plegado sobre
el metacrilato.
Tenemos una decena de segundos desde que dejamos de aplicar calor
hasta que el material empieza a enfriar. Por ello hay que actuar con
calma pero con decisión y tener claro la operación a efectuar. Si
fallamos no hay problema pues podremos volver a aplicar calor
tendiendo el material a recuperar su forma original.
Una vez plegado el primer ala, volvemos a fijar la pieza para
efectuar el segundo plegado que debe quedar perfectamente paralelo
al anterior. El perfil de acero nos permite volver a fijar la pieza
para este segundo plegado aunque este se encuentre cerca del
anterior. (tiempo: 10 min.)
Pegar el metacrilato
Desde
luego, y con diferencia, es la opción más rápida, pues nos
ahorraremos el buscar el retal del nuevo material y el trabajo de
elaboración que hemos descrito a modo de ejemplo. Pero naturalmente,
el resultado no es el mismo… A pesar de ello el metacrilato admite
el pegado mediante un "pegamento" del mismo material que fabricaremos
nosotros mismos.

Aprovechamos su capacidad de ser disuelto en acetona, y por tanto un
pegamento cuyo disolvente sea acetona y la base sea el mismo
metacrilato, es excelente. Para fabricar este pegamento de
metacrilato, debemos utilizar un tarro de cristal (cualquiera de
alimentación) en donde pondremos unos fragmentos de metacrilato en
un baño de acetona durante un par de días. El resultado es una pasta
densa de metacrilato disuelto en acetona.
Para un buen pegado, debemos "ablandar” las superficie a pegar con
un pincel y acetona pura, y pasados unos minutos aplicamos el
pegamento y unimos las dos piezas con algo de presión. El resultado
tras un poco de mecanizado a base de lija y pulido es bastante bueno,
aunque no perfecto como el descrito fabricando la pieza desde cero.
El "Diclorometano"
es un líquido que también "disuelve" el metacrilato, y por tanto se
puede utilizar como "pegamento" de fusión para unir una pieza
partida.
|
¿Qué es el Metacrilato?
Plexiglas es una de sus marcas comerciales, y posiblemente la
más conocida.
Se trata de un material acrílico más correctamente conocido
como polimetacrilato de metilo. Es un termoplástico
plástico duro y resistente, transparente, de excelentes
propiedades ópticas con alto índice de refracción, buena
resistencia al envejecimiento y a la intemperie.
Su resistencia a la rotura es unas diez veces superior a la
del cristal, a igualdad de espesores, por lo que resulta más
resistente a los golpes que el cristal. Su dureza es parecida a la del
aluminio. El material es liviano con una densidad de 1.19 kg/m3
y ofrece buena resistencia mecánica.
La transparencia del
metacrilato es excepcional con casi de un 92%, por lo que deja
pasar casi toda la radiación (UVA incluido) sin ninguna
difusión Sin embargo es más "opaco" a las radiaciones
infrarrojas. De hecho el metacrilato es el más transparente de todos los
plásticos.

En el barco
diferentes tipos de soportes, copas, cocteleras, platos,
vajillas y utensilios de cocina y menaje son en la
mayoría de los casos realizados en metacrilato por ser
mucho más seguro y liviano.
Su coeficiente de conductividad térmica es muy bajo, de sólo
0,16 comparado con los 0,64 KCal/m.h.ºC del vidrio, lo que lo
hace perfecto para que los invernaderos mantengan la
temperatura interior por la noche. También es un excelente
aislante acústico.
El metacrilato aguanta muy bien el paso del tiempo y soporta
estoicamente la radiación ultravioleta mucho mejor que el
poliéster, pero su mayor inconveniente es su facilidad de
rallar con instrumentos punzantes. Pero el Metacrilato admite
ser pulido mediante pastas y pulidoras, lo cual permite su
recuperación superficial. Pasados 10 años a la intemperie no
ofrece ningún debilitamiento ni quemadura debido a la
radiación UVA. Es inflamable aunque no produce gases tóxicos
en su combustión.
Químicamente presenta gran resistencia al ataque de muchos
compuestos aunque es atacado por otros como la acetona, el
ácido acético, el ácido sulfúrico bicromatado, el benzol, el
cloroformo, alcohol amílico, o el tolueno entre otros
compuestos aromáticos. ¡Por descontado que es totalmente
estable a los disolventes polares como lo es el agua!
|

Al ser más liviano y
duro que el cristal, el Metacrilato es un material perfecto para
crear muchas piezas del barco especialmente en los elementos
decorativos y mobiliarios del salón del barco.

Mediante una fresa se
puede grabar el metacrilato para conseguir cualquier huecograbado
con la particularidad de actuar la zona grabada como difusora de
luz. Así si la iluminamos mediante LEDs desde los laterales,
conseguiremos que el grabado se ilumine con espectaculares efectos.
Esta técnica es muy útil para crear carteles, logotipos o marcas
utilizados en nombres de barcos.
|
PROPIEDADES MECANICAS |
Norma |
Unidad |
Colada |
Extrusión |
|
Densidad |
DIN53479 |
g/c m 3 |
1.19 |
1.19 |
|
Resistencia al impacto Charpy |
ISO 179 1/D |
kJ/ m 2 |
15 |
15 |
|
Resistencia al impacto con entalladura (Izod) |
ISO 180 1/A |
kJ/ m 2 |
1.6 |
1.6 |
|
Resistencia a la tracción (-40 0C) |
DIN53455 |
Mpa |
110 |
100 |
|
Resistencia a la tracción (+23 0C) |
DIN53455 |
Mpa |
80 |
72 |
|
Resistencia a la tracción (+70 0C) |
DIN53455 |
Mpa |
40 |
35 |
|
Estiramiento a rotura |
DIN53455 |
% |
5.5 |
4.5 |
|
Coeficiente de Poisson |
- |
- |
0.45 |
0.45 |
|
Resistencia a la flexión
Probeta standard (80x10x4mm) |
DIN53452 |
Mpa |
115 |
105 |
|
Tensión por compresión |
DIN53454 |
Mpa |
110 |
103 |
|
Tensión de seguridad max. (hasta 40º C) |
- |
Mpa |
5...10 |
5...10 |
|
Módulo de elasticidad E (Corto/largo plazo) |
DIN 53457 |
Mpa |
3300/3200 |
3300/3200 |
|
Módulo de torsión G en 10 Hz |
DIN53445 |
Mpa |
1700 |
1700 |
|
Resistencia a la fatiga en test de doblado
alternativo
aprx. a 10 ciclos (probeta con entalladura/sin entallad) |
- |
Mpa |
40 / 20 |
30 / 10 |
|
Dureza brinell H961/30 |
ISO 2039-1 |
Mpa |
200 |
190 |
|
Resistencia a la abrasión con 1.600 gr. de
abrasivo |
Similar
ASTM-D673 44 |
% |
98 |
98 |
|
Coeficiente de fricción plástico sobre
plástico |
- |
|
0.80 |
0.80 |
|
Coeficiente de fricción plástico sobre
acero |
- |
|
0.50 |
0.50 |
|
Coeficiente de fricción acero sobre
plástico
|
- |
|
0.45 |
0.45 |

|
|
PROPIEDADES ELECTRICAS |
Norma |
Unidad |
Colada |
Extrusión |
|
Resistencia de paso específica |
DINVDE
0303,Part3 |
Ohm.cm |
>10e15 |
>10e15 |
|
Resistencia eléctrica de superficie |
DINVDE
0303,Part3 |
Ohm |
5x10e13 |
5x10e13 |
|
Rigidez dieléctrica (probeta de 1 mm. de
espesor) |
DIN VDE
0303,Part2 |
Kv./mm |
30 |
30 |
|
Constante dieléctrica a 50 Hz |
DIN VDE
0303,Part4 |
- |
3.60 |
3.70 |
|
Constante dieléctrica a 0,1 Hz |
DIN VDE
0303,Part4 |
- |
2.70 |
2.80 |
|
Pérdida dieléctrica en 50 Hz |
DIN VDE
0303,Part4 |
- |
0.06 |
0.06 |
|
Pérdida dieléctrica en 0,1 Hz |
DIN VDE
0303,Part4 |
- |
0.02 |
0.03 |
|
Resistencia a descargas eléctricas |
DIN VDE
0303,Part1 |
- |
KC>600 |
KC>600 |

|
|
PROPIEDADES TERMICAS |
Norma |
Unidad |
Colada |
Extrusión |
|
Coeficiente de dilatación lineal 0...50ºC |
DIN 53752-A |
1/K
mm/mºC |
0.07 |
0.07 |
|
Conductividad térmica |
DIN 52612 |
W/ mK |
0.19 |
0.19 |
|
Coeficiente trnsmisión term. 1 mm de
espesor |
DIN 4701 |
W/ m 2K |
5.8 |
5.8 |
|
Coeficiente trnsmisión term. 3 mm de
espesor |
DIN 4701 |
W/ m 2K |
5.6 |
5.6 |
|
Coeficiente trnsmisión term. 5 mm de
espesor |
DIN 4701 |
W/ m 2K |
5.3 |
5.3 |
|
Coeficiente trnsmisión term. 10 mm de
espesor |
DIN 4701 |
W/ m 2K |
4.4 |
4.4 |
|
Calor específico |
- |
J/g K |
1.47 |
1.47 |
|
Temperatura aprox. de moldeo (temp.horno) |
- |
0C |
160...175 |
150...160 |
|
Temperatura máxima en superficie (radiador
IR) |
- |
0C |
200 |
180 |
|
Temperatura permanente maxima de servicio |
- |
0C |
80 |
70 |
|
Temperatura de recontracción |
- |
0C |
>80 |
>80 |
|
Temperatura de ignición |
DIN 51794 |
0C |
425 |
430 |
|
Comportamiento al fuego (espesr >1,5 mm) |
DIN 4102 |
- |
B2 |
B2 |
|
Indice VICAT (método B) |
DIN ISO 306 |
0C |
115 |
102 |
|
Estabilidad dimensional al calor (Método
Martens) |
DIN 53458 |
0C |
95 |
85 |
|
Termoresistencia de forma ISO 75
tensión aflexión 1.8 MPa |
DIN 53461 |
0C |
105 |
90 |
|
Termoresistencia de forma ISO 75
tensión aflexión 0.45 MPa |
DIN 53461 |
0C |
113 |
95 |

|
|
PROPIEDADES OPTICAS
(de tipos incoloros) |
Norma |
Unidad |
Colada |
Extrusión |
|
Transmisión del material en 3 mm, campo
visible (380...780mm) Iluminación
standard D65 |
DIN 5036 |
% |
92 |
92 |
|
Pérdida por reflexión en el campo visible
(para cada superficie límite) |
- |
% |
4 |
4 |
|
Transmisión total de energía (Espesor 3 mm) |
DIN67507 |
% |
85 |
85 |
|
Grado de absorción en el campo visible
(Esp. 3 mm) |
- |
% |
<0.05 |
<0.05 |
|
Indice de refracción n 20/D |
DIN53491 |
- |
1.491 |
1.491 |

|
|
PROPIEDADES ACUSTICAS |
Norma |
Unidad |
Colada |
Extrusión |
|
Velocidad de transmisión del sonido (temp.
ambiente) |
- |
m/s |
2700..2800 |
2700..2800 |
|
Indice RW de atenuación acústica 4 mm |
- |
dB |
26 |
26 |
|
Indice RW de atenuación acústica 6 mm |
- |
dB |
30 |
30 |
|
Indice RW de atenuación acústica 10 mm |
- |
dB |
32 |
32 |

|
|
COMPORTAMIENTO AL AGUA |
Norma |
Unidad |
Colada |
Extrusión |
|
Absorción de agua (desde estado seco) 24 h
probeta de 50x50x4 mm |
DIN 53495 |
mg |
30 |
30 |
|
Peso máximo obtenido durante la inmersión |
DIN 53495 |
mg |
2.1 |
2.1 |
|
Permeabilidad al vapor de agua |
- |
gcm cm2Pa |
2.3x10-10 |
2.3x10-10 |
|
Permeabilidad al N2 |
- |
gcm cm2Pa |
4.5x10-15 |
4.5x10-15 |
|
Permeabilidad al O2 |
- |
gcm cm2Pa |
2.0x10-14 |
2.0x10-14 |
|
Permeabilidad al CO2 |
- |
gcm cm2Pa |
1.1x10-13 |
1.1x10-13 |
|
Artículos relacionados:
-
No renuncies a los acabados perfectos
-
Club de Socios Fondear